
Disc punching
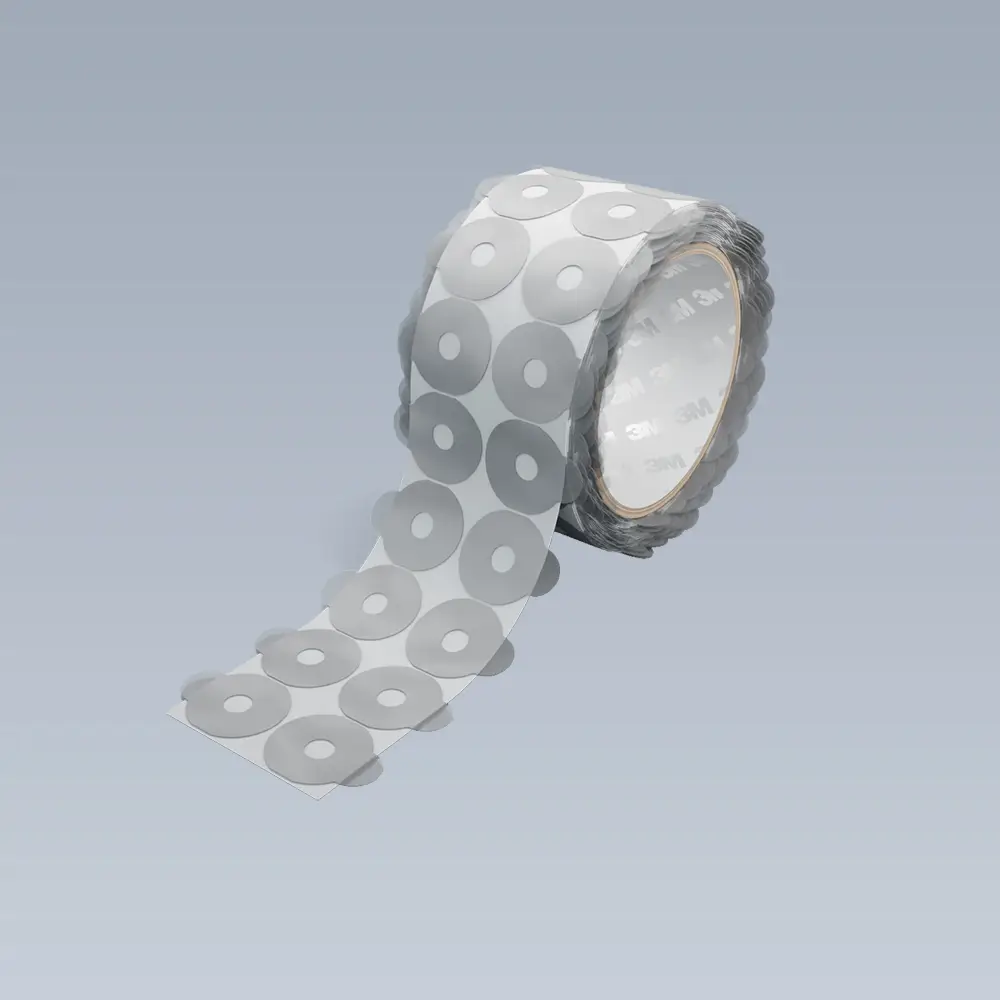
Punching round discs provides circular cutouts for protection, insulation, or bonding applications – customized in material, diameter, and adhesive technology. Krückemeyer manufactures to exact specifications, including in serial production, aligned with the customer's processes.
Ronden stanzen individuell
| Formats | Custom diameters |
| Layout | Single- & multi-track configurations |
| Dimensions | Fine (3 mm to 580 mm) |
We punch discs from all materials that can be cut and wound cleanly—in freely selectable diameters. For efficient high-volume production, the discs are arranged in several parallel tracks according to their size.
Formats<\/strong><\/td>| Custom 2D shapes<\/td><\/tr> | Feature<\/strong><\/td> | Removal of the punched-out material<\/td><\/tr> | Kiss-Cut<\/strong><\/td> | |
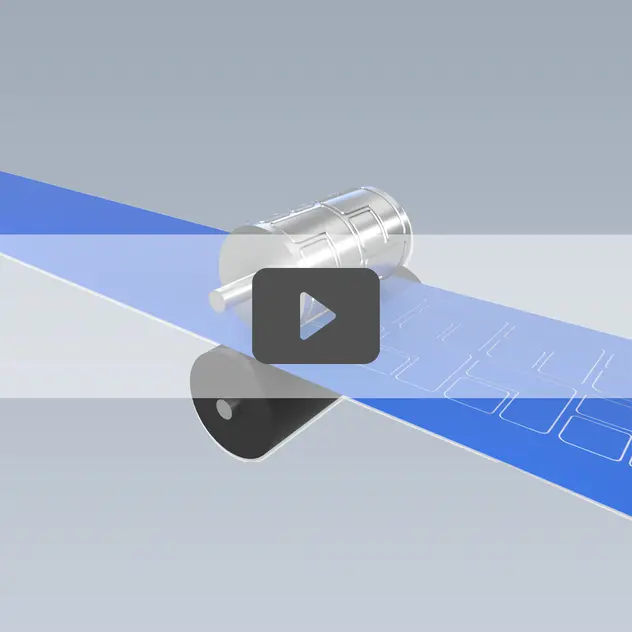
| Technique | Continuous punching using a punch-cylinder tool |
| Working width | up to 250 mm |
| Thickness | up to 2 mm |
| Tolerances | ±0.5 mm |
Rotary punching is ideal for high-volume production: The material runs continuously through and is punched in multiple rows in parallel – for maximum output.
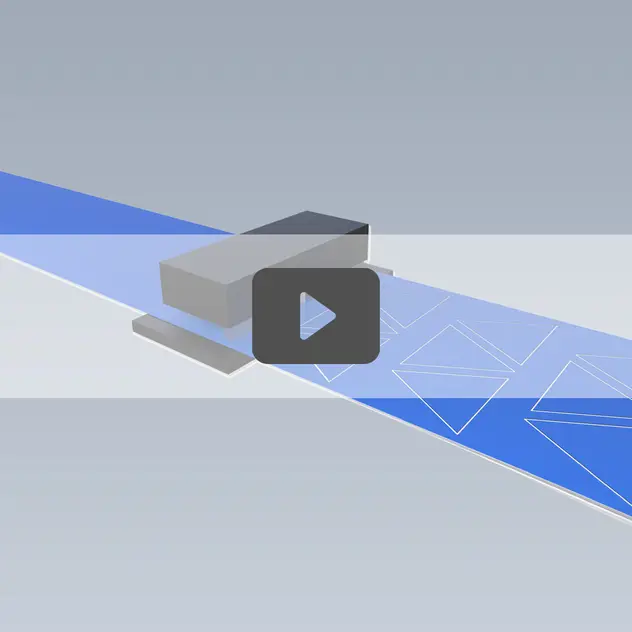
| Technique | Punching by means of band steel cutting tool |
| Working width | up to 600 mm |
| Thickness | up to 10 mm |
| Tolerances | ±0.5 mm |
We punch sheets with round blanks using the flat-bed process exactly to your specifications: the desired diameters and arrangements – implemented individually.


| Technical films<\/td> | Electronics | Thermo | etc.<\/td><\/tr> |
| Protective films<\/td> | Surface protection | Product protection<\/td><\/tr> |
| Adhesive tapes<\/td> | Single- & double-sided<\/td><\/tr> |
| Foams<\/td> | PE | PU | EPDM<\/td><\/tr> |
| Custom materials<\/td> | All cut- & wrap-able materials<\/td><\/tr> |
| Non-adhesive<\/td> |

| Adhesive points | self-adhesive discs | Custom diameters |
| Non-adhesive discs | Custom diameters |
| Roll stock | Custom dimensions |
| Sheet stock | Custom dimensions |
| Inner cutouts | Rings and other geometries |
The punched discs are supplied in various versions on a siliconized carrier backing – ideal for clean handling and further processing.
Häufige Fragen zum Stanzen von Ronden
During Punching of double-sided adhesive foils, the two-sided adhesive film materials on both sides are contour-cut into precisely defined shapes—matched exactly to the component geometry and the assembly process.
This solution is particularly advantageous when:
- two substrates are to be permanently joined
- precise fits in the serial production process are required
- thin, nearly invisible adhesive bonds are desired
- assembly times should be reduced and processes automated
Punched adhesive foils enable a clean, reproducible, and assembly-ready solution.
Almost all market-standard double-sided systems can be processed, e.g.,:
- Double-sided transfer adhesive films (without carrier)
- Carrier-based adhesive films (e.g., PET carrier)
- Thin high-performance films for permanent bonding
- Foam-based double-sided systems
- Custom-laminated multilayer composites
Additionally, adjustments such as adhesive formulation changes, one- or two-sided modifications, or the replacement of the protective cover (paper or film liner) are possible.
The achievable precision depends on the material structure and the overall thickness.
Through modern punching technology as well as optical quality control, tight dimensional tolerances and high repeatability are possible – even for intricate contours, internal cutouts, or functional openings.
Depending on the application process, a range of finishing options is available:
- Loose individual parts
- On rolls (for automatic feeding)
- On sheets
- With finger lift or peel-off aid
- With defined non-adhesive areas
- With modified protective cover
- As an installation-ready, multi-layer composite solution
The configuration is tailored precisely to the intended assembly process – manual, semi-automatic, or fully automatic.
Cost efficiency is determined, among other factors, by:
- Film type and total thickness
- Type of adhesive (e.g., for low-energy substrates)
- Contour complexity
- Tooling effort
- Quantity
- Additional processes such as laminating, liner changes, or application aids
Modular manufacturing processes enable both prototypes and production runs to be produced cost-effectively.
To enable accurate costing, the following information is helpful:
- Technical drawing or die-cut contour
- Material specification or substrate details
- Overall thickness and the desired adhesive type
- Requirements for temperature, UV, or chemical resistance
- Desired delivery form
- Project or annual quantity
- Information about the application process
The more precise the information, the more efficiently the optimal adhesive solution can be developed.
Samples and pre-series can be produced on short notice.
Thanks to flexible stamping and converting processes, rapid test samples are possible – ideal for validations, pilot runs, or process optimizations.
Hub- und Flachbettstanzen eignet sich besonders für größere Durchmesser, Bogenware, Sheets oder Materialaufbauten, die nicht optimal rotativ verarbeitet werden können. Für Hub- und Flachbettstanzen werden bis 600 mm Arbeitsbreite, bis 10 mm Materialdicke und ±0,5 mm Toleranz genannt.
Wenn eine Ronde zusätzlich eine Innenausstanzung erhält, entsteht technisch ein Ring oder eine ringähnliche Sonderform. Innenausstanzungen sind möglich, sollten aber gezielt als Ring, Dichtkontur oder Sondergeometrie angefragt werden, damit Innen- und Außendurchmesser sowie Stegbreite korrekt ausgelegt werden.
Für eine Anfrage sind Durchmesser, Material, Materialdicke, gewünschte Stückzahl, Lieferform, Anordnung, Toleranz und Einsatzfunktion hilfreich. Zusätzlich sollte angegeben werden, ob die Ronden selbstklebend oder nicht-klebend sein sollen und ob Rollenware, Bogenware oder Einzelteile benötigt werden.

Ihr Ansprechpartner
Thomas Klein
- Expert for customized adhesive solutions
- Project business “Klebtechnik”
- Over 20 years in the industry